Cart
Your shopping cart is empty!
It's never too late to make things right :)

"In a thin caliber there is no room for excess — least of all a drop of oil. The right amount is the amount the eye can no longer see."
— Igor, watchmaker
This particular job arrived in the least ceremonious way possible — inside a small zip-lock bag, the watch already taken apart by someone else. That is not the obstacle it might seem. The case, the movement and a scatter of small parts were all present, and once a caliber is understood, putting the pieces back where they belong is simply a matter of order and patience. The watch is a Luch on the 2209 caliber, housed in a rectangular gold-plated case. The case goes straight into the cleaning solution while the movement takes its place on the bench.
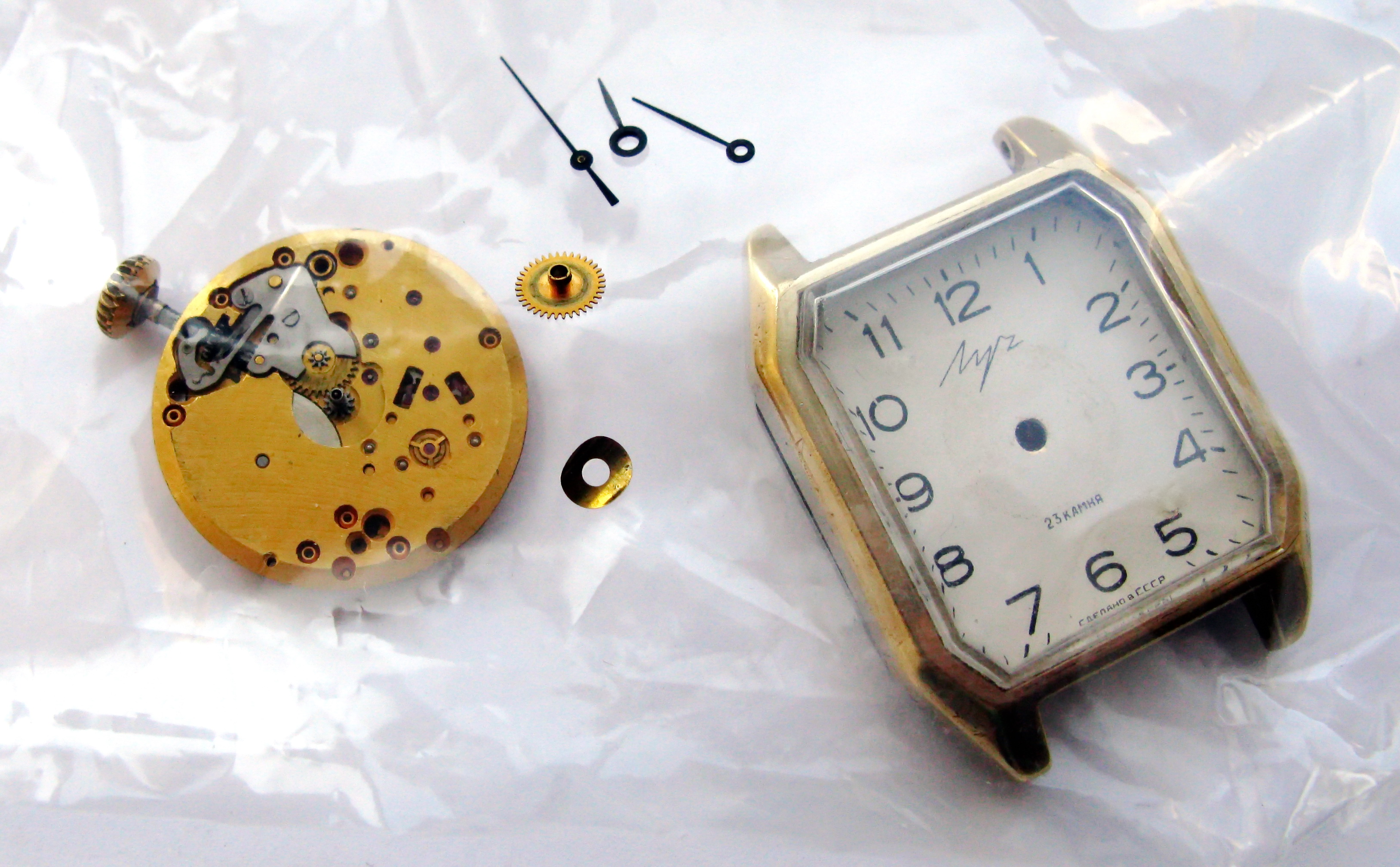
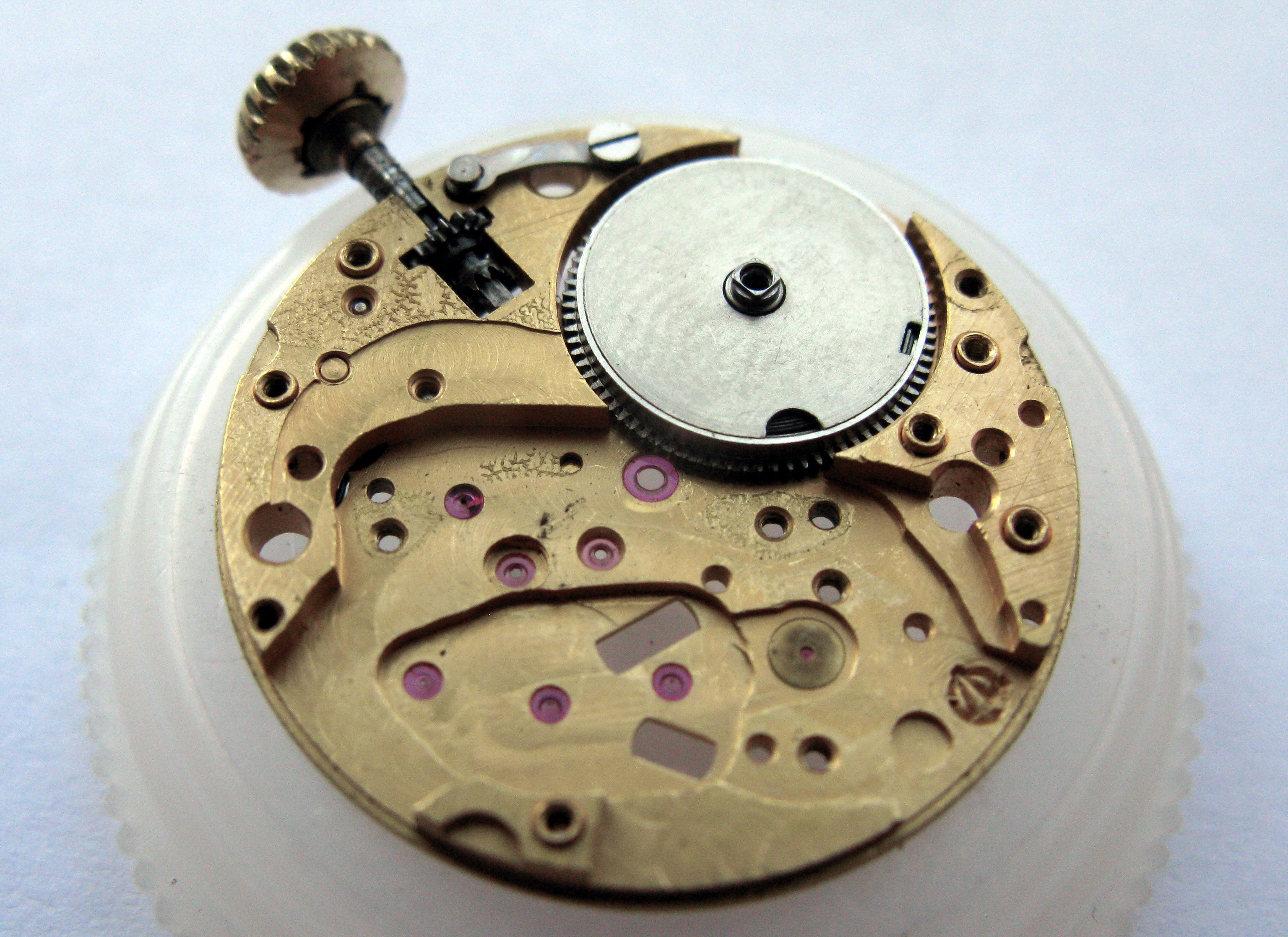
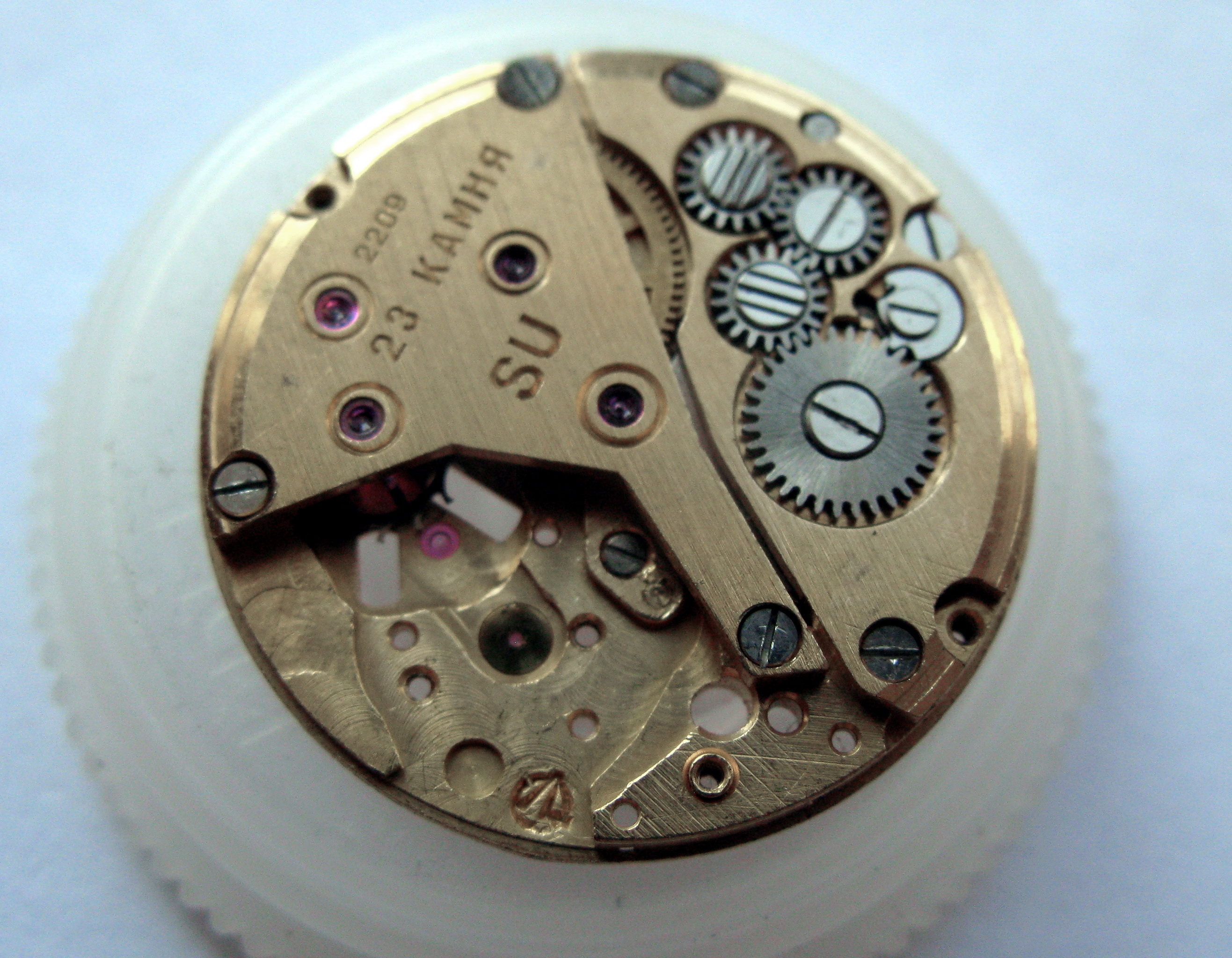
A few words about the movement before the tools come out. The Luch 2209, made by the Minsk Watch Factory, is one of the slimmest mechanical calibers the Soviet industry ever produced. In its day that was squarely in step with the international fashion — the thinner the movement, the more modern the watch. Its road to Minsk was not without detours, but production eventually settled at the Luch plant. The specification reads as follows: 18,000 vibrations per hour; three hands with a sweep center seconds; 23 jewels; a power reserve of 41 hours; and an overall height of just 2.9 millimetres. The same caliber powered watches sold under the Vympel and Poljot 2209 names.
To achieve that height the designers resorted to an unusual solution: there is no center wheel at all. In its place sits a central pinion, while the large-diameter center wheel has been divided into two smaller wheels — something that becomes clear once the bridges come off. Over its life the caliber was refined further, gaining a screwless balance and an improved index regulator. Servicing and regulation present no real difficulty. The mainplate and bridges are protected against corrosion by a yellow coating, and for all its apparent fragility the movement has proven both reliable and remarkably long-lived.
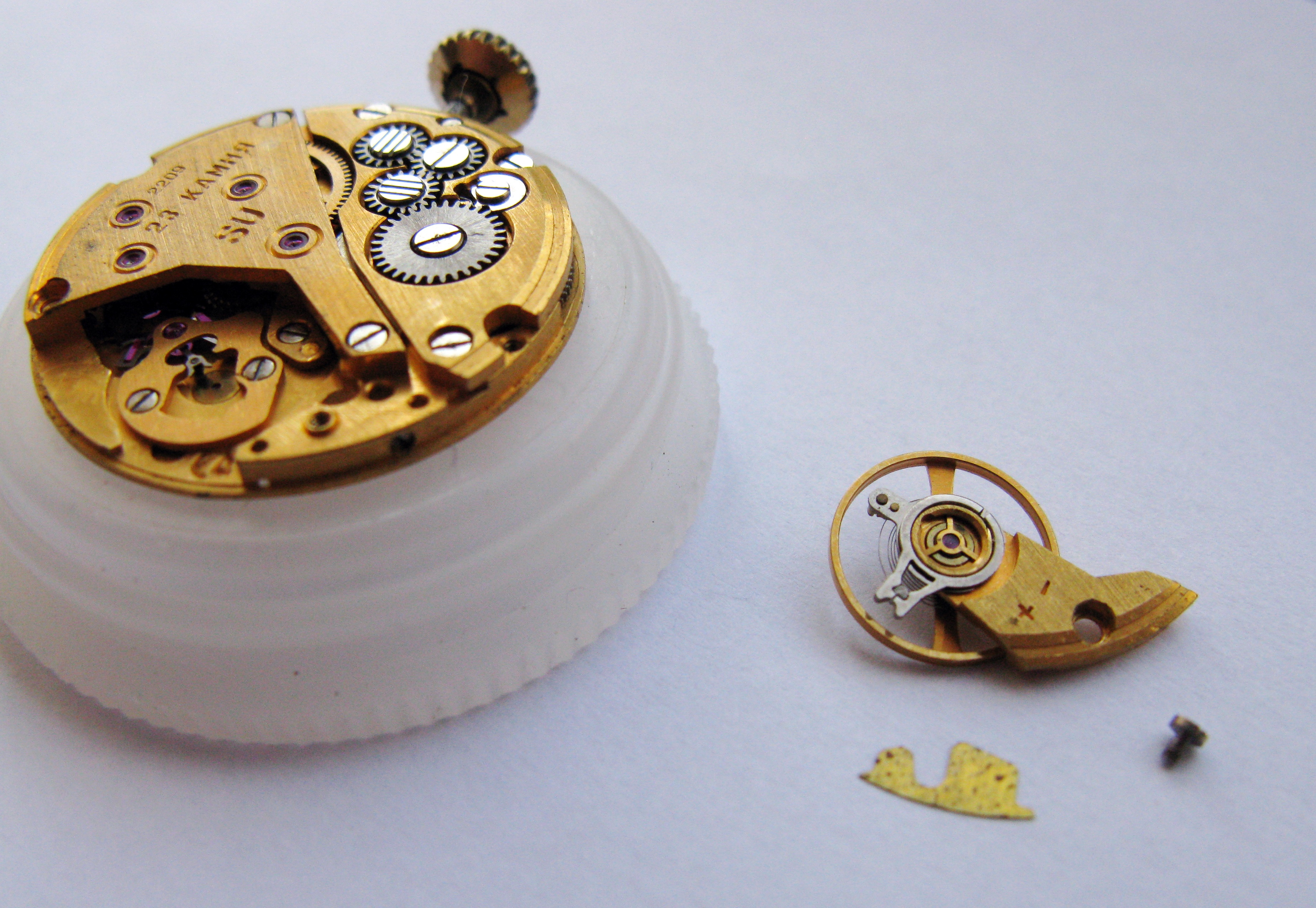
The caliber goes onto the holder fast-side up. The first act is to let down the mainspring — this is not optional, because attempting a strip-down under power risks bending the pallet fork. The second is to remove the most delicate part of the watch, the balance, which is set aside with its cock screw and washer. It will be cleaned later, rinsed in fresh benzine to clear the impulse jewel and the hairspring of contamination.



Next comes the pallet bridge. As with so many neglected movements, the fork here had effectively glued itself to the bridge jewel with congealed oil — the perennial reminder that lubricant belongs in measured amounts, not in generous ones. This, in fact, was the cause of the stoppage. The bridge with its attached fork is lowered into benzine for a few seconds until the fork lets go; the bridge stays soaking while the fork is rinsed briefly, blotted on a lint-free tissue and dried with a blower. The pallet stones are set in shellac — pure shellac does not dissolve in benzine, but a long soak is avoided all the same.


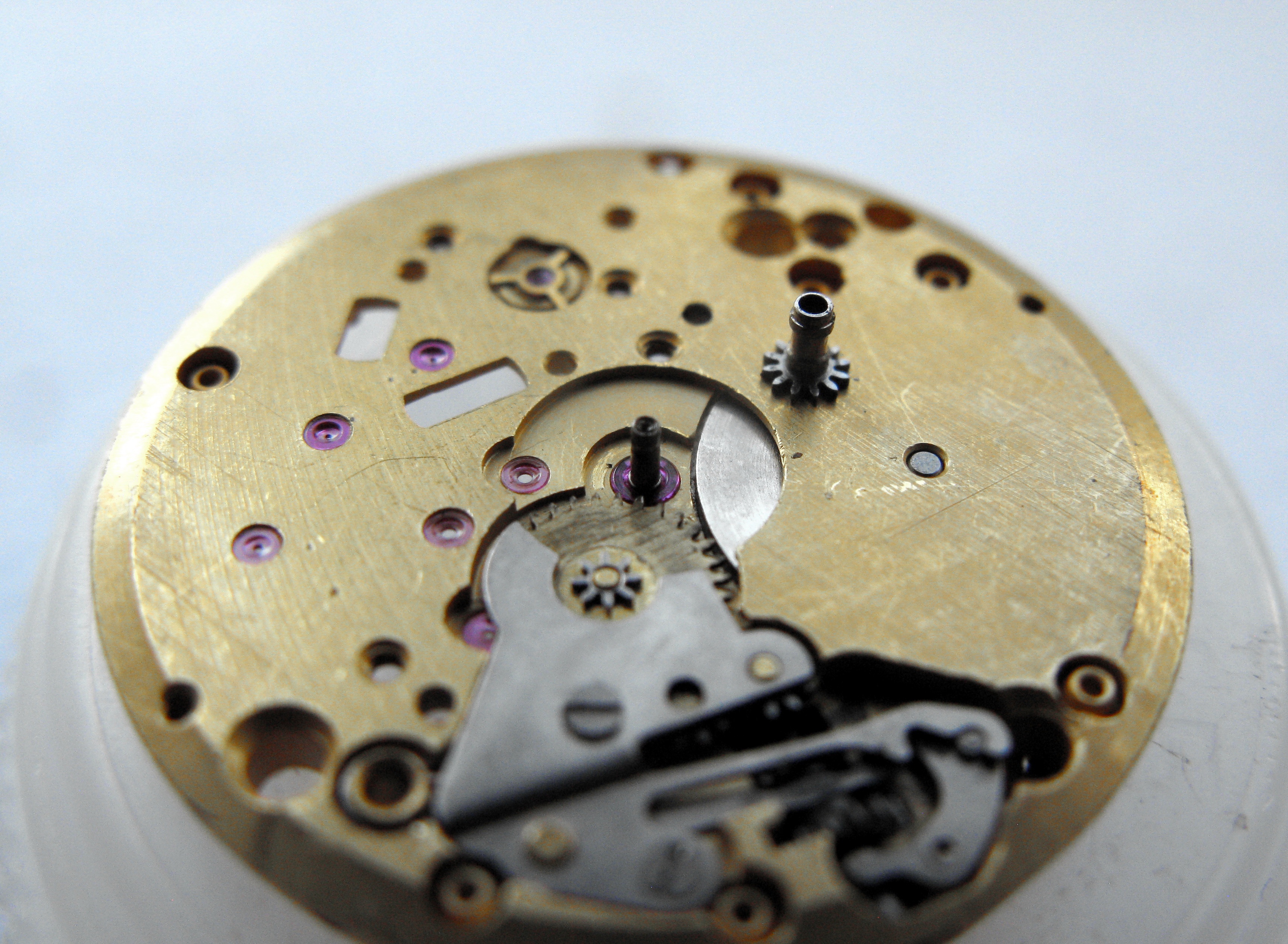
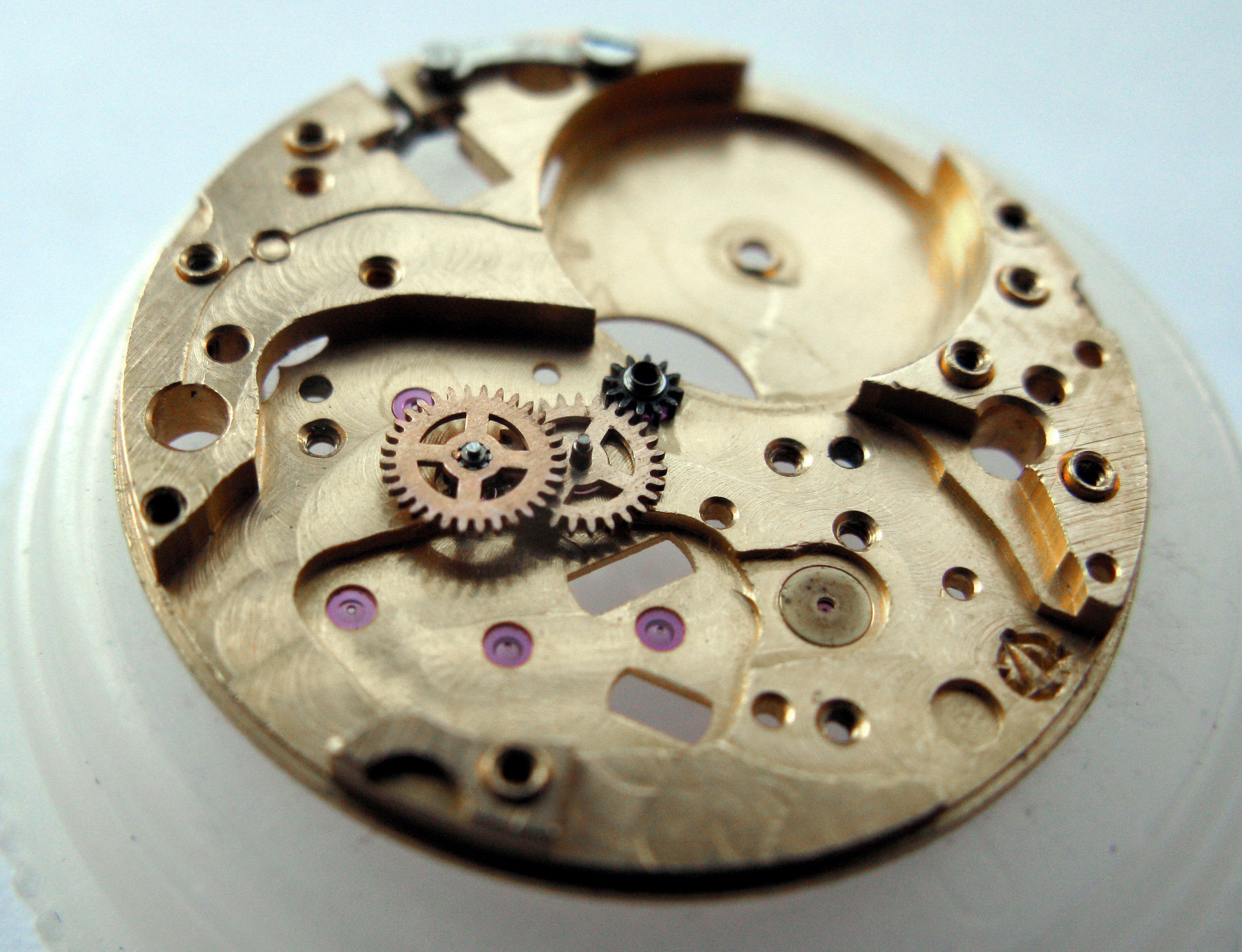
With the escapement out of the way, attention turns to the going train. The train bridge is removed to reveal the system of wheels beneath. It is worth noting how the intermediate wheel is built as a stacked, compound unit — a deliberate measure to keep the overall stack as low and flat as possible. The wheels and the seconds pinion, the latter carrying the center-seconds arbor, are lifted out together.



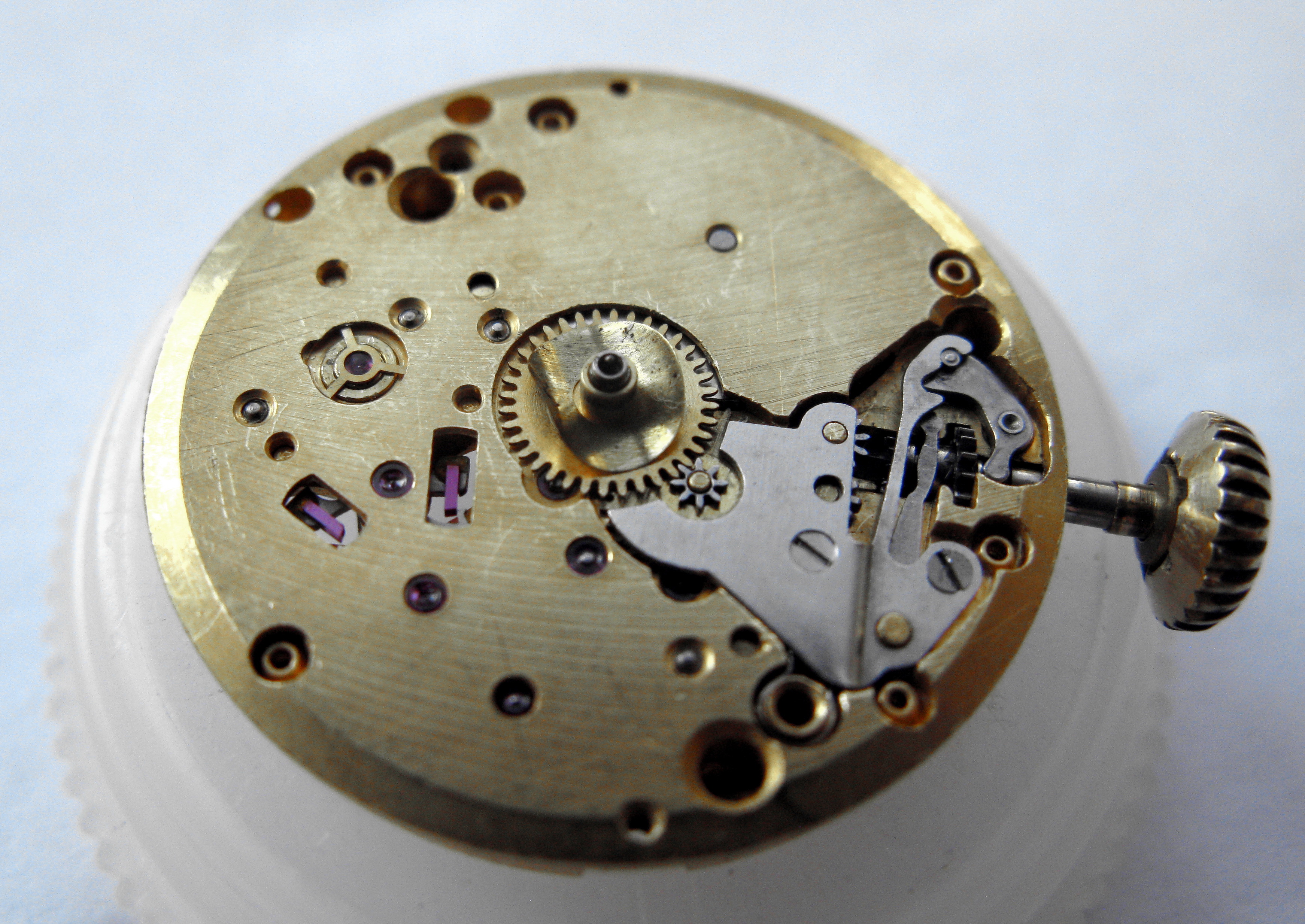
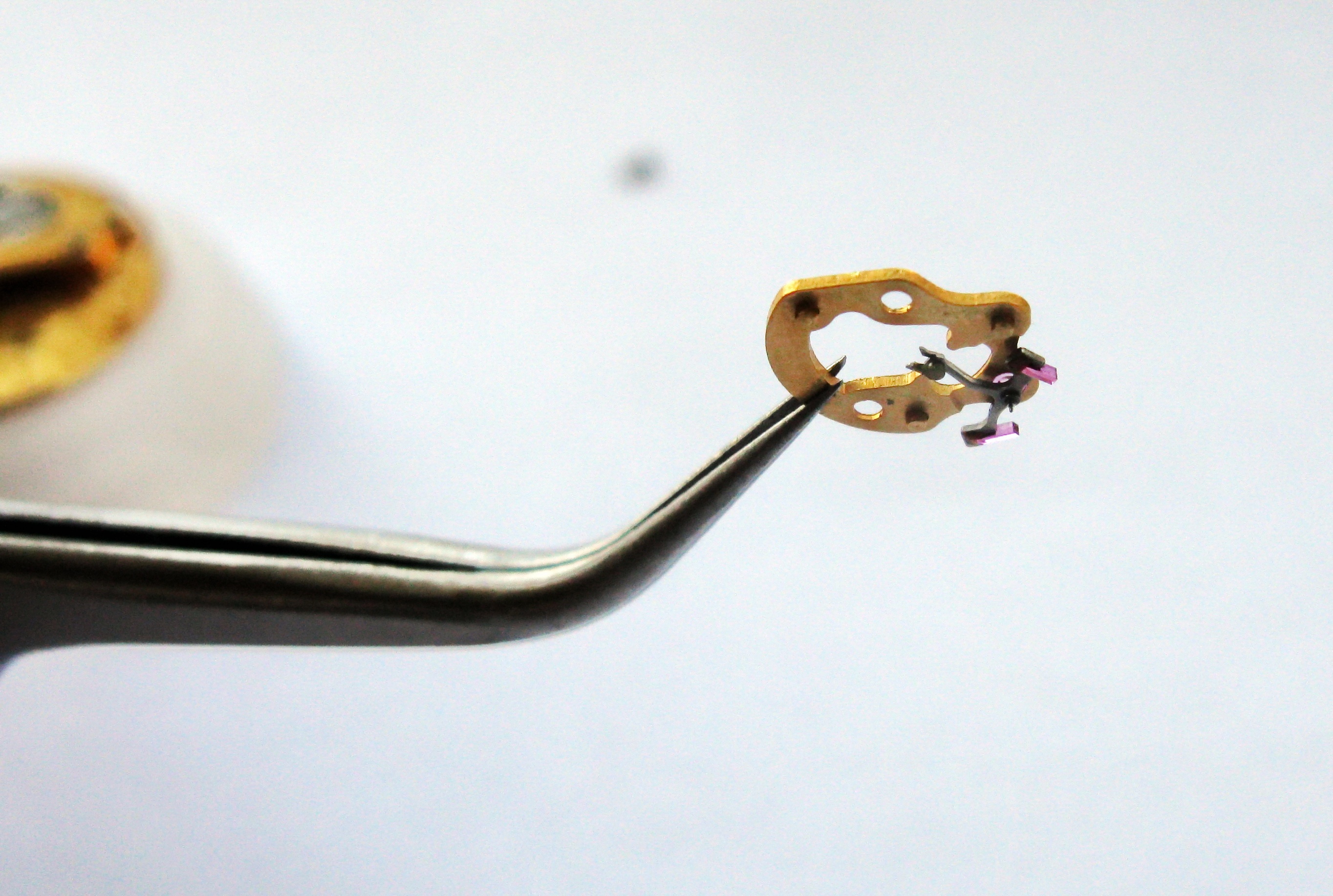
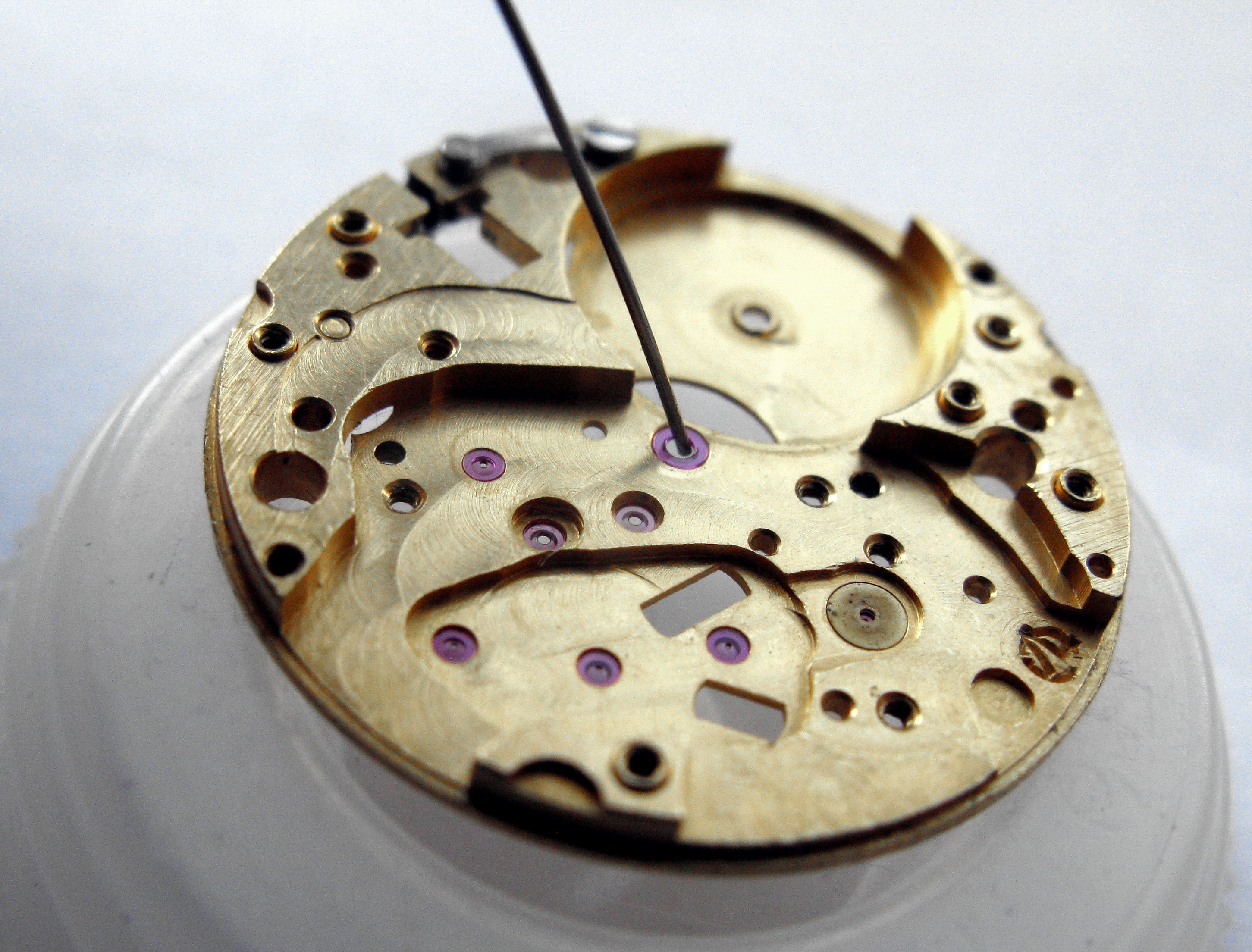
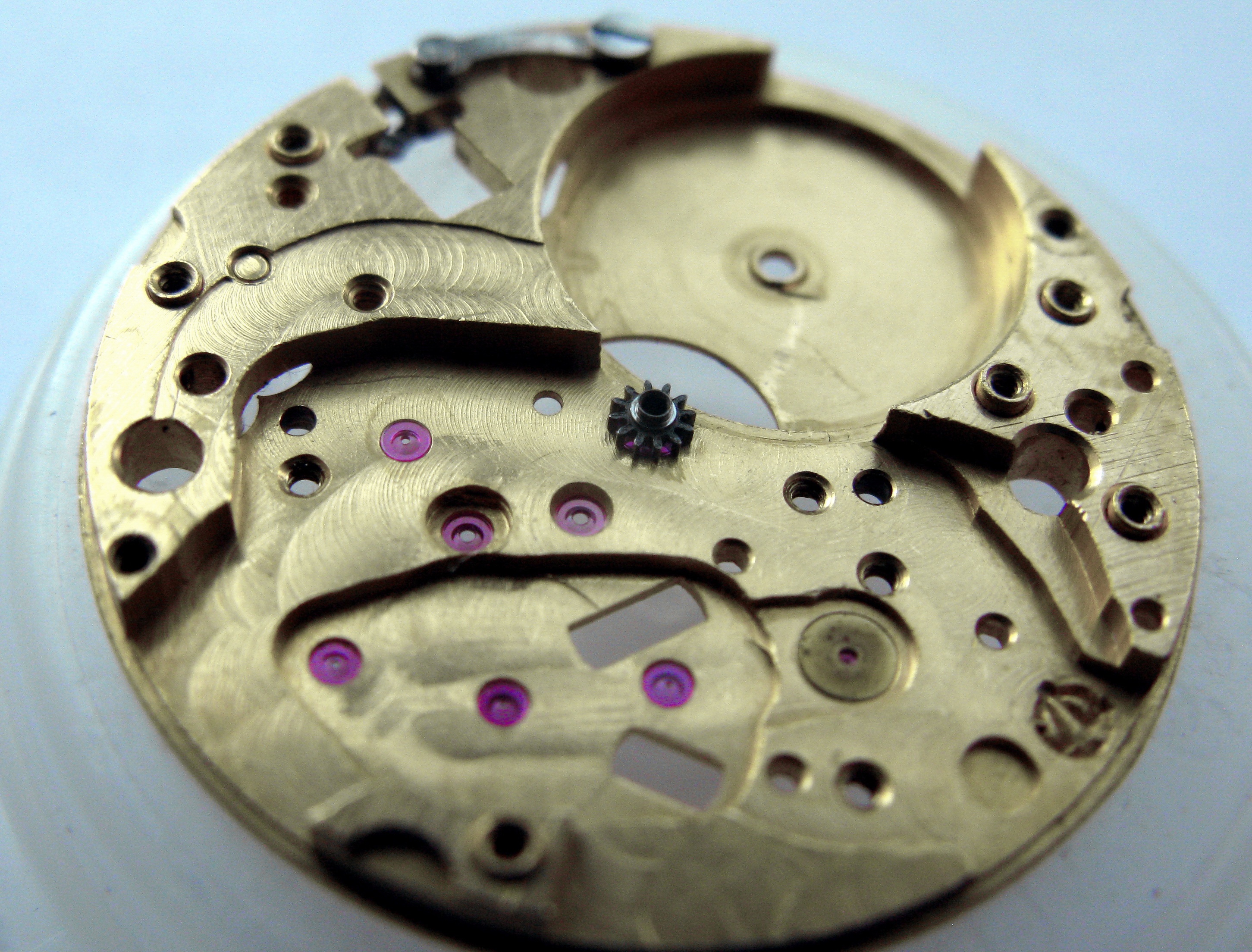
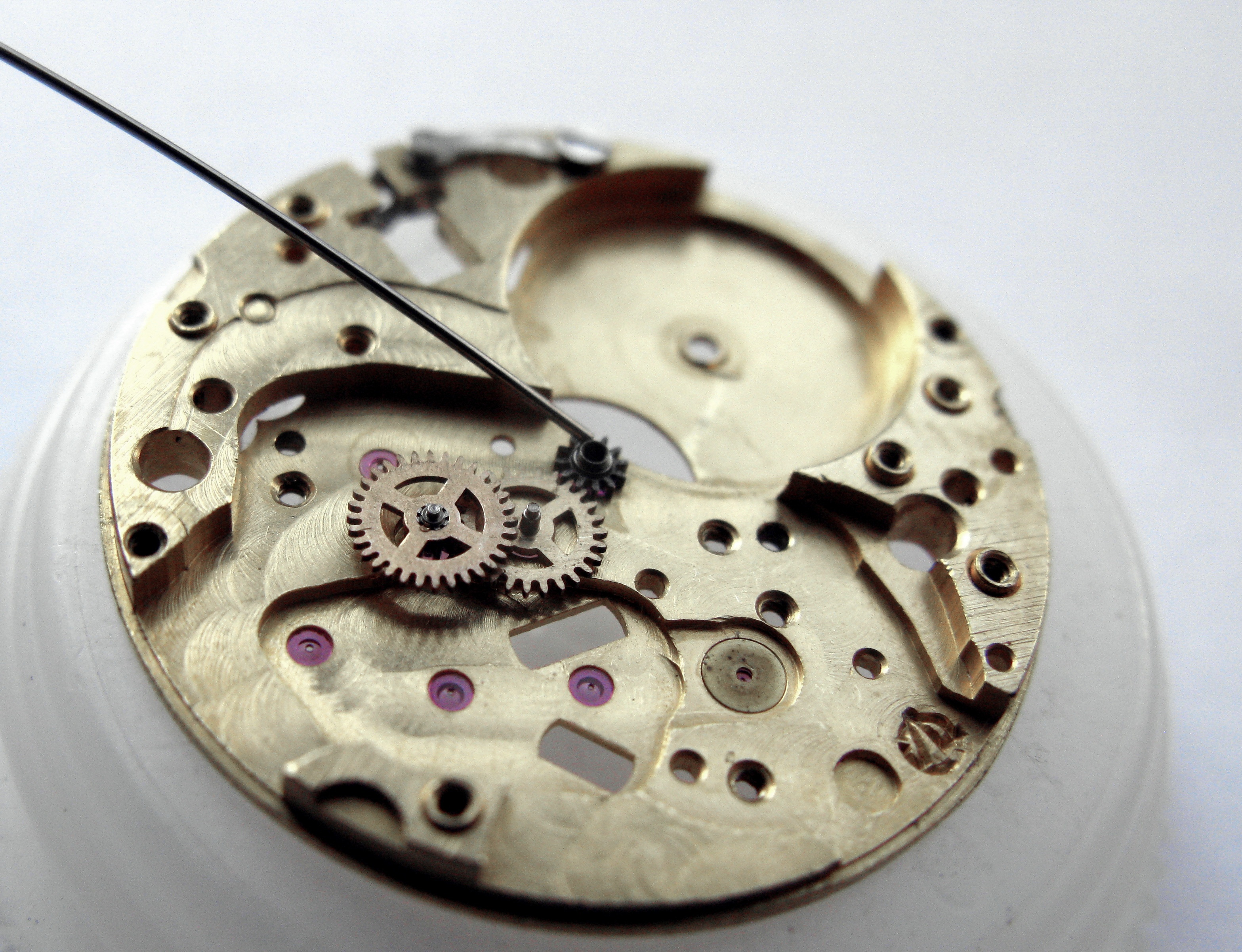
We now reach the assembly that defines this caliber. Because there is no conventional center wheel, drive is carried instead by a central pinion, and the large center wheel that would normally occupy the middle of the movement has been split into two smaller wheels of modest diameter. The arrangement saves both height and footprint, and it is the single most distinctive feature of the 2209. Its bridge is removed — one of its screws is sunk in a well — along with the wheels and the central pinion, after the minute pinion has first been drawn off the slow side.


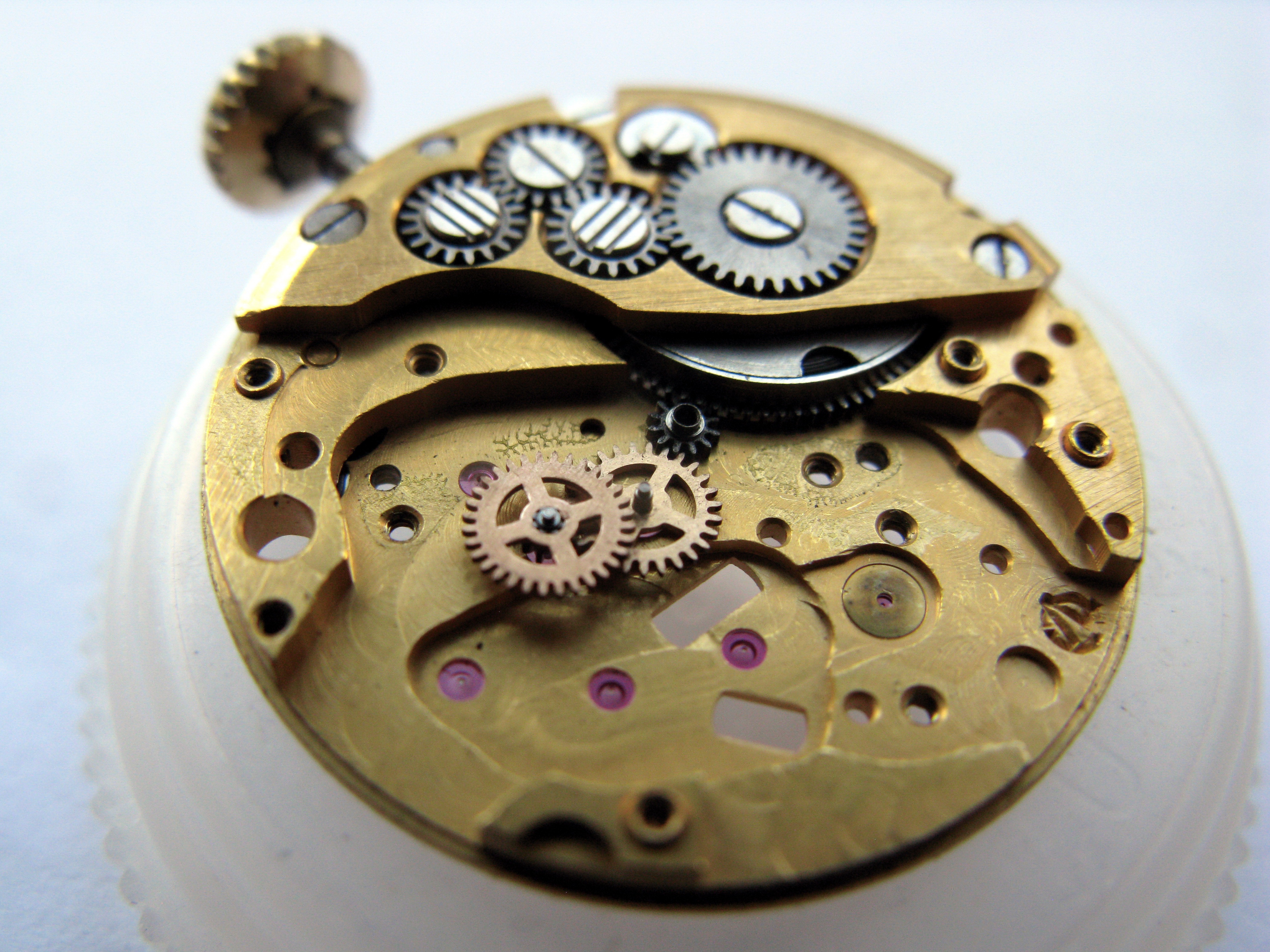

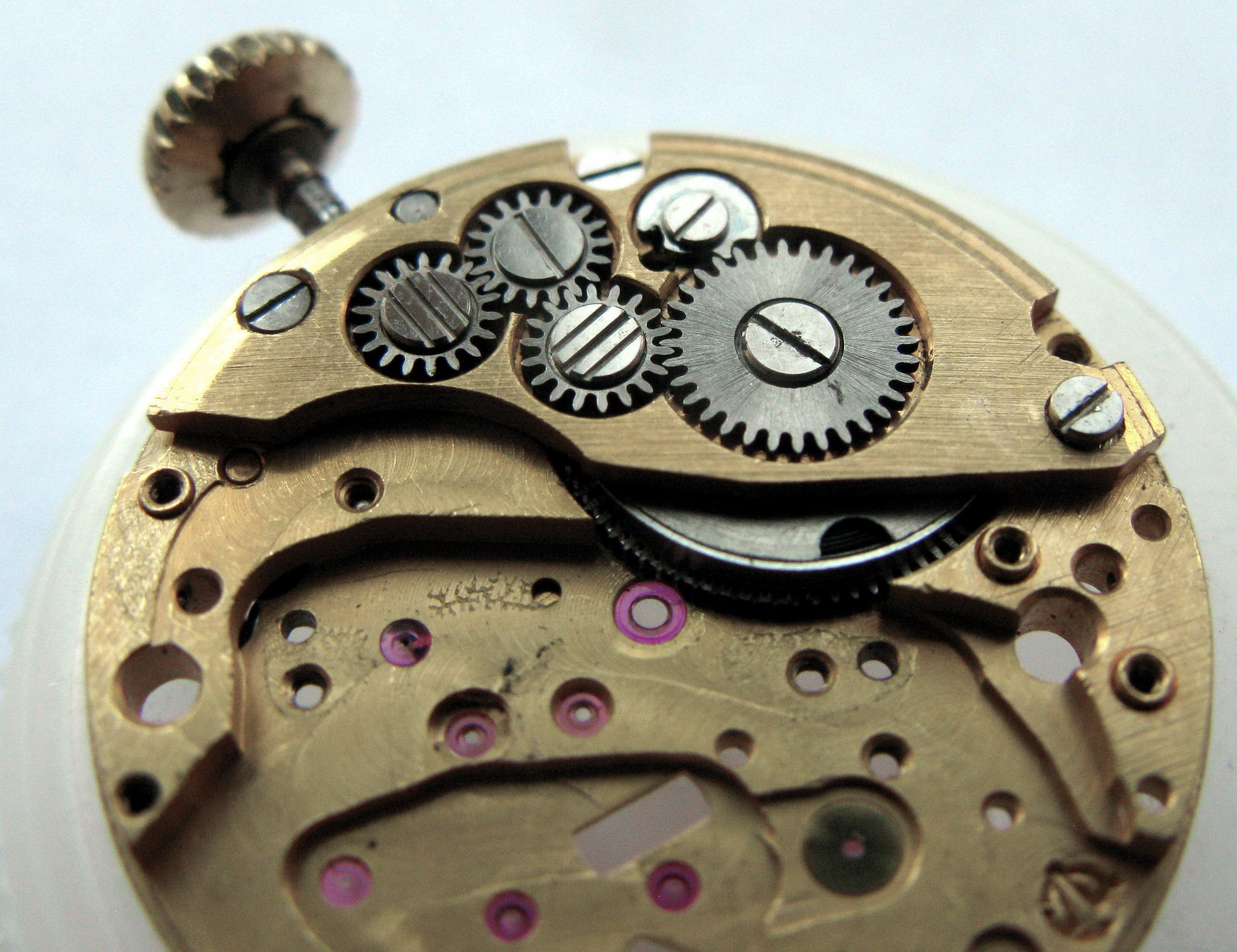
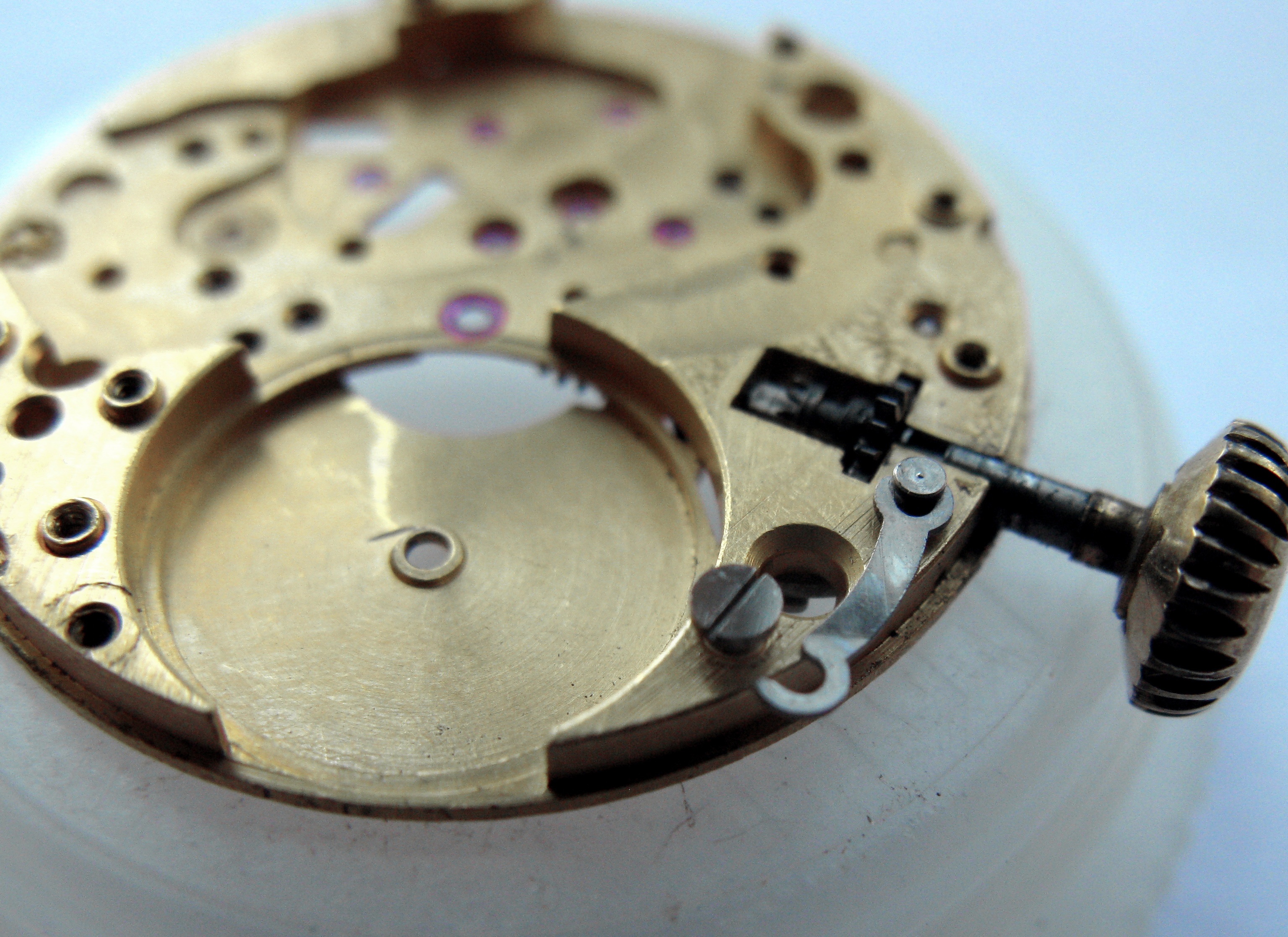
The motor side holds no surprises beyond the number of transmission wheels that feed the barrel. One detail does demand attention: two of these wheels are secured by left-hand-thread screws, identifiable by the three slots cut into their heads. Turn them the wrong way and their small heads will simply shear off. Where there is no obvious dirt and the ultrasonic bath is doing its job, the whole assembly can be cleaned together with its bridge — there is no virtue in extra disassembly for its own sake.

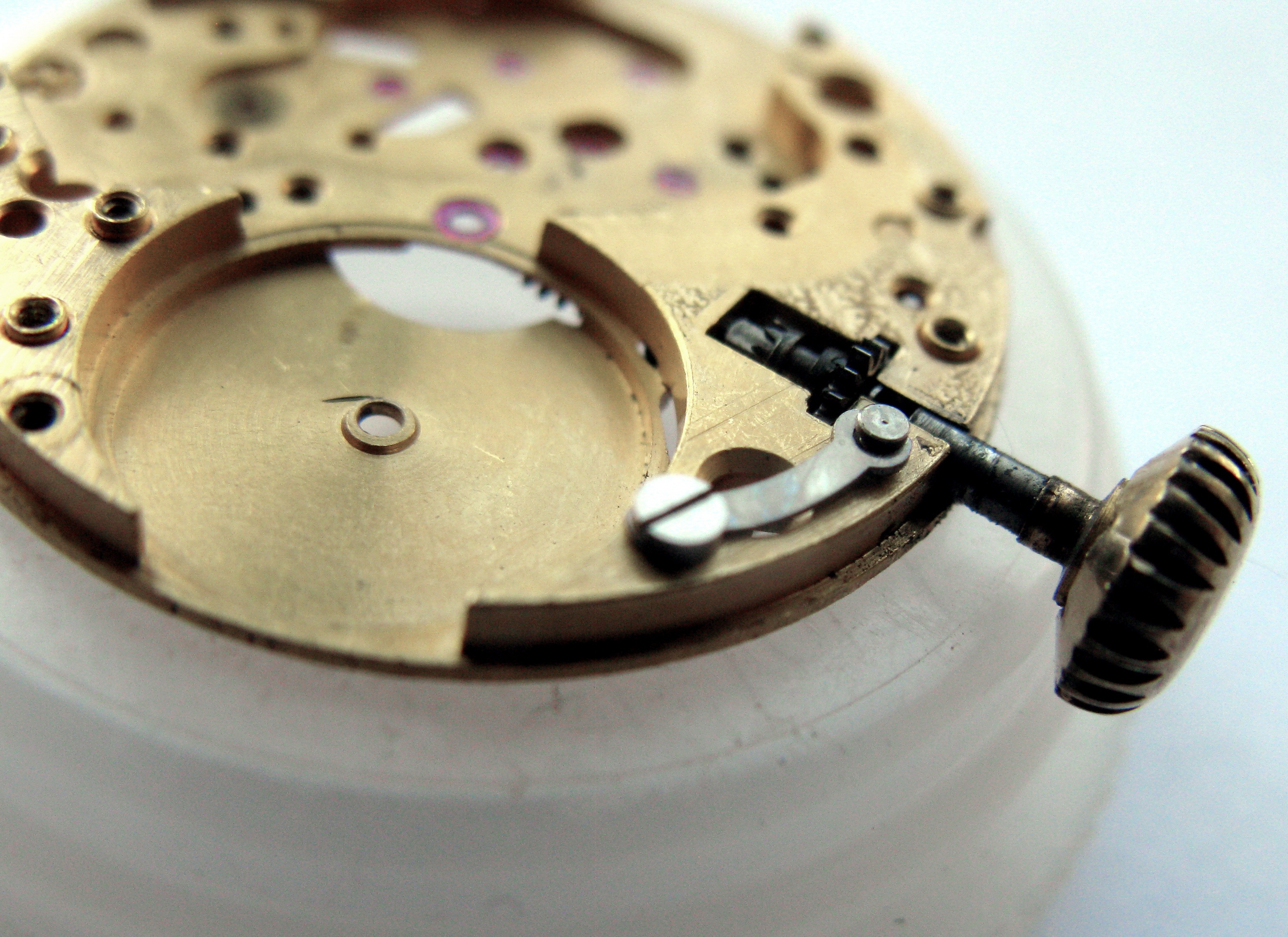
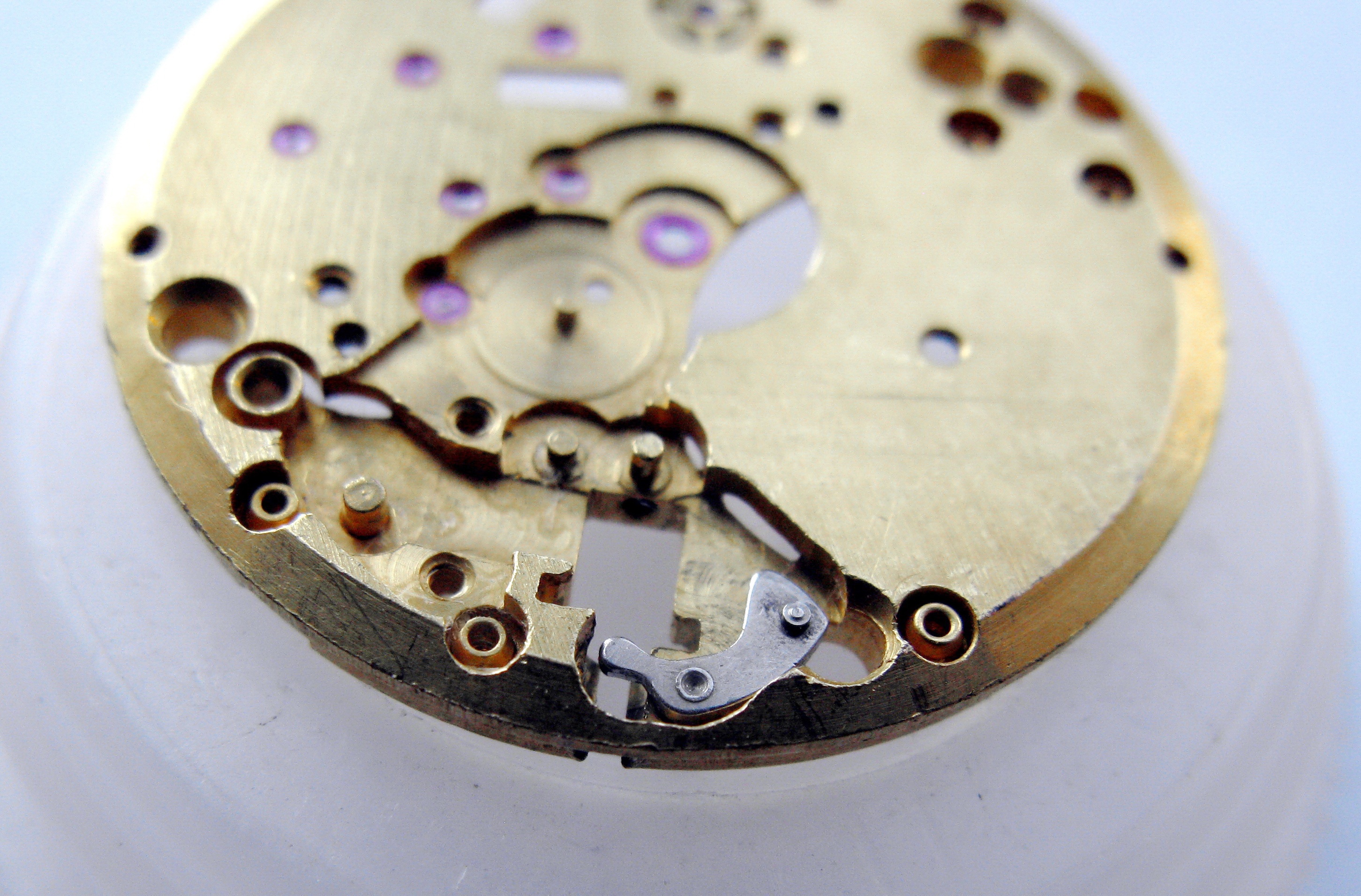
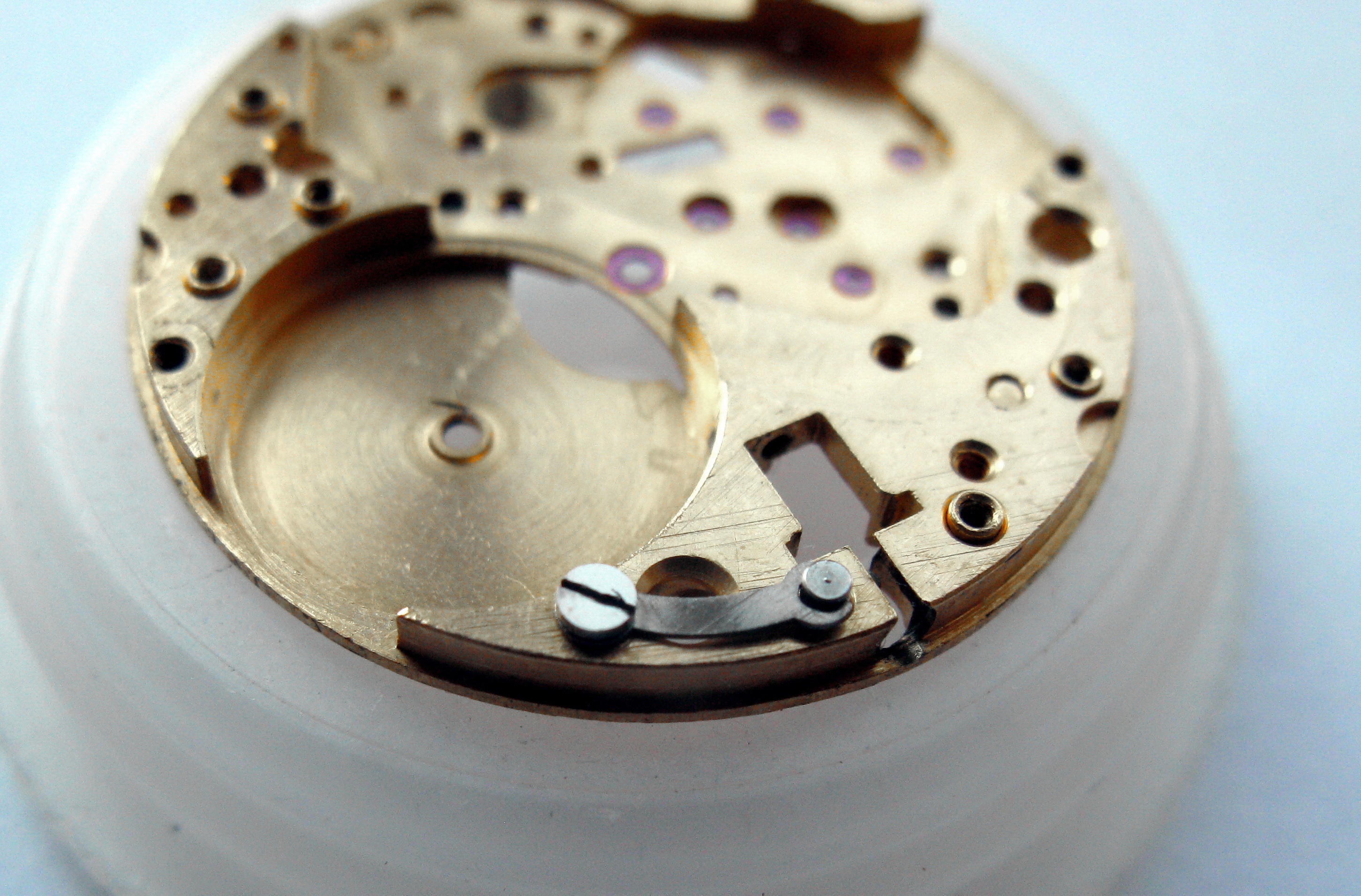
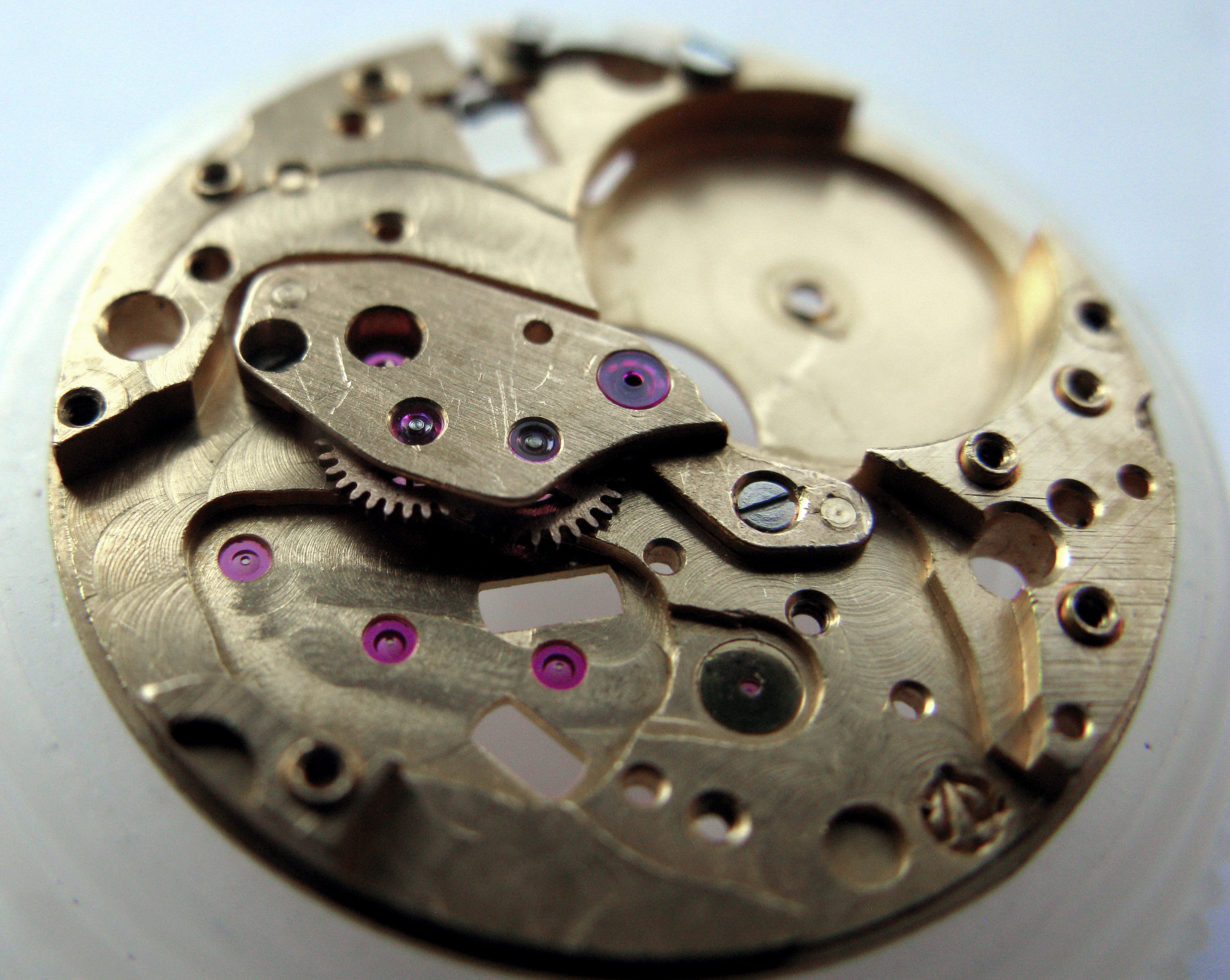
The keyless works carries a small idiosyncrasy. The setting-lever spring, whose role is usually performed by a finger formed on the keyless cover plate, has instead been taken out onto the outer face of the mainplate. The arrangement is studied before anything is touched: the retaining screw is backed off half a turn, the spring is swung aside, the screw is nipped up again and the spring lifted away. Getting it back exactly where it belongs is precisely what the camera is for. The rest of the keyless components then come apart and join the others on a clean sheet, bound for the benzine bath.

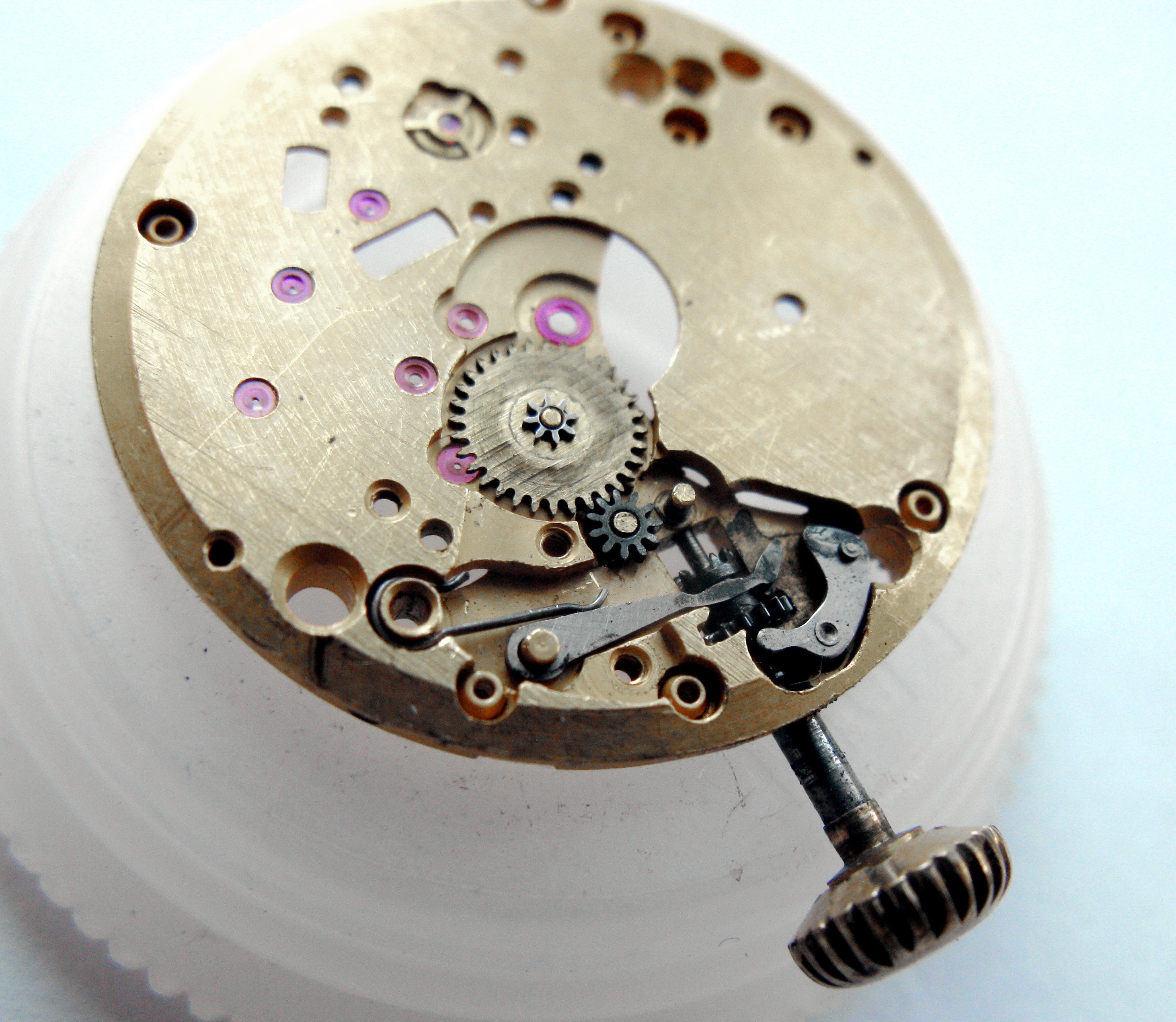

The rebuild starts a little unconventionally. The setting-lever spring and the lever with its push-piece go on first — partly because the layout almost invites it. From there the work follows the usual sequence, with the caliber's particularities in mind. A drop of oil goes to the central pinion jewel, and "drop" overstates it: the quantity is invisible even on the oiler, yet it is unmistakably present. The central pinion is set in place and the part of it that enters the bridge jewel is oiled now, while it can still be reached. The wheels follow, the bridge closes over them, and the jewels are oiled while still accessible. The going train and seconds pinion go back the same way — a touch of oil on the arbor, the bridge closed, the jewels charged — and then the motor: the barrel is seated, its bridge fitted, and the wheel pivots oiled.


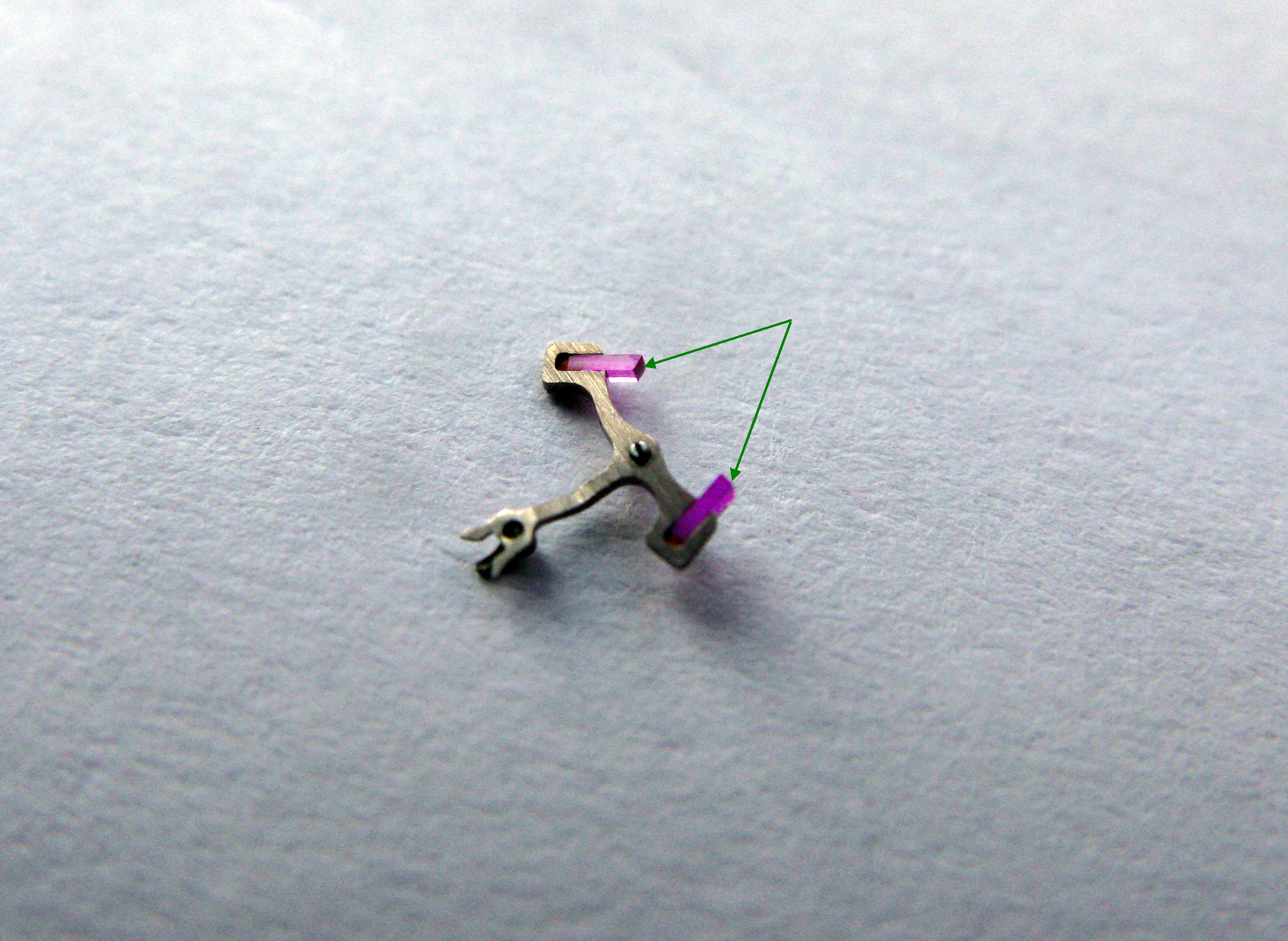
The fork is next. Before it goes back, oil is applied to the working faces of the pallet stones — and only there, where the green arrows point. The quantity must be confined to the impulse faces alone; let it onto the body of a stone and it will spread, and the escapement will drag itself to a stop. If the dosing does not come out right the first time, the fork is simply rinsed in benzine and the attempt repeated until it does. Then comes the shock protection. Here the cap-jewel is held by a star-shaped lyre spring, and the work must be done with complete care and attention — a part this small, once lost, costs an enormous amount of time to find. With the escapement back together the movement runs, the amplitude looks healthy by eye, and the fine numbers will be set on the timing machine once everything is assembled.




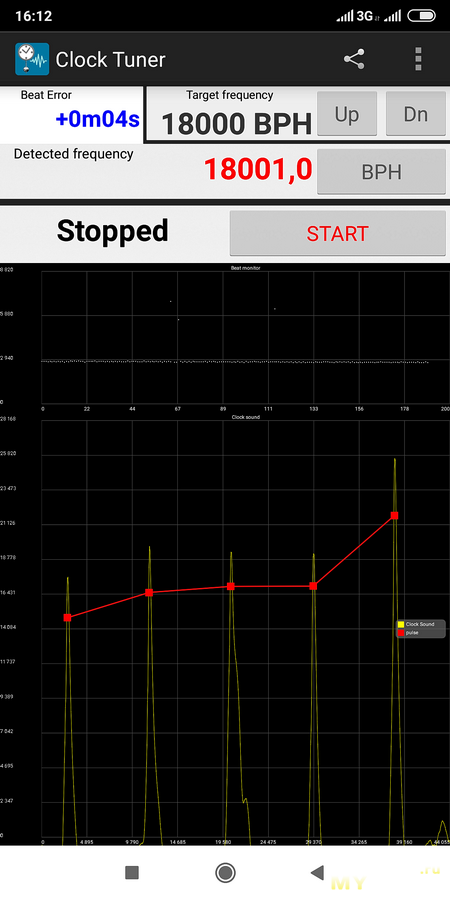
What remains is the slow side and the keyless works, reassembled around the stem, followed by the dial and hands. A final check confirms nothing has been forgotten, and the movement goes home into its case. On the timing app the result is genuinely satisfying — 18,001 beats per hour against a target of 18,000, with a beat error of only a few seconds. For a movement of this age and this fragility, that is a result to be pleased with. The Minsk plant — and Luch in particular, with its long line of thin and ultra-thin calibers — earned its reputation honestly, and this small ambassador of it now keeps proper time once more.